Le nouveau moteur électrique renforce l’excellence mécanique de Cléon - Jeudi 18 Juin 2015
Le nouveau moteur électrique de ZOE, révélé au Salon de Genève, est un moteur 100% Renault, fabriqué à l’usine française de Cléon, déjà spécialisée dans la production mécanique de haute technicité.
Le fleuron de l’usine de Cléon était jusqu’à présent le bloc moteur thermique Energy dCi (130, 140, 160). Depuis 2011, ce moteur diesel à fort contenu technologique s’est fait un nom au sein du groupe Renault, de l’Alliance et auprès de nos partenaires. Il doit désormais partager le devant de la scène du site normand avec un petit nouveau, bijou de technologie : le R 240, moteur 100 % électrique, 100 % Renault, qui va équiper ZOE. Cet ensemble moteur-batterie confère à la polyvalente électrique une autonomie en hausse de 30 kilomètres, soit 240 kilomètres (*).
Ce lancement, qui a bénéficié d’une partie des 300 millions € d’investissement annoncé pour l’usine en 2011, s’inscrit dans la stratégie électrique de Renault. Celle-ci vise à améliorer la technologie des moteurs et batteries afin d’optimiser la performance et l’autonomie des véhicules électriques, tout en accompagnant le développement des infrastructures.
« Nous avons pour ambition de devenir l’usine de mécanique référente pour l’Alliance », affirme Mendi Ammad, Directeur de l’usine de Cléon.
(*) Autonomie homologuée selon normes en vigueur
Pourquoi l’usine de Cléon a-t-elle été choisie ?Dimensionnée pour assumer un tel projet, l’usine a été choisie pour deux raisons : son outil industriel et ses équipes d’ingénierie et d’exploitation.
Son outil industriel a été bonifié grâce à un « carry-over » ingénieux, qui consiste en la réutilisation de moyens industriels existants, reconfigurés pour les nouveaux besoins. Sur les 260 machines et dispositifs de contrôle installés pour l’industrialisation du R 240, plus de 50% étaient déjà en place.
L’étude sur leur réutilisation et leur adaptation au nouveau produit a été menée par l’Ingénierie de Production. Ils ont ensuite été transformés et remis en état, partiellement ou complètement, par les équipes Tooling du département Maintenance de Cléon, qui fait référence au sein du Groupe. Cela a permis de limiter les investissements de près de 40%, sans compromis sur la qualité. Les 50% restants sont des machines neuves, certaines avec des technologies innovantes, qui ont nécessité le choix de nouveaux fournisseurs.
6 000 heures de formationCléon dispose, par ailleurs, d’équipes d’ingénierie et d’exploitation de taille suffisante pour absorber un tel projet et acquérir les compétences adéquates. Tous les experts métiers sont sur site, ce qui permet une meilleure communication et une plus grande réactivité. Grâce à la démarche « Design to Cost », les équipes de Cléon ont aidé le bureau d’études à choisir les pièces pertinentes en termes de facilité de fabrication et de maîtrise des coûts.
Depuis 2012, un plan de formation d’environ 6000 heures a été mis en place en vue de l’industrialisation du R 240. Il comprend une formation générale théorique sur le moteur électrique pour tous les acteurs du projet et une formation technique sur les machines, en collaboration avec les fournisseurs, pour les opérateurs et la maintenance.
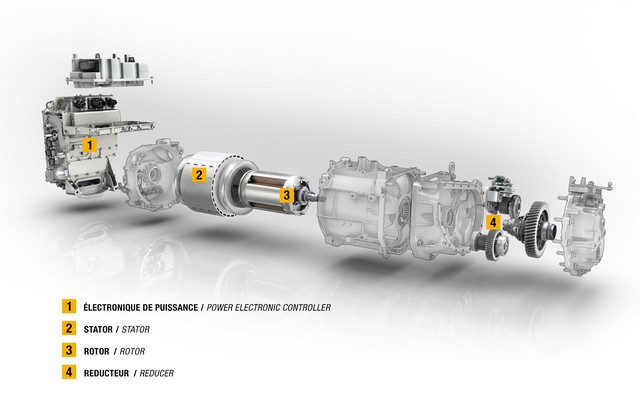
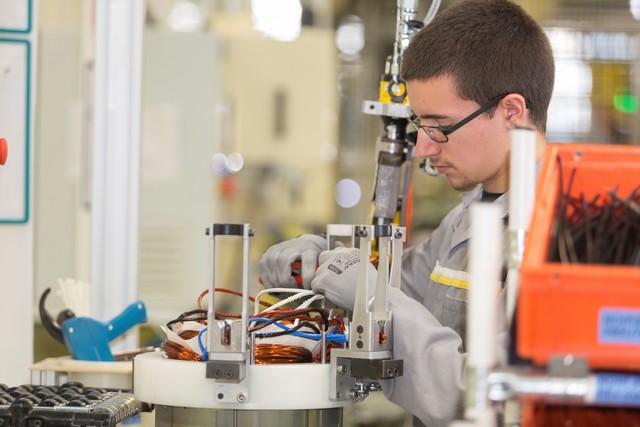
Une expertise électronique grâce à la Junction Box de ZOEDepuis un peu plus de deux ans, Cléon capitalise sur son expérience grâce à la production de la « Junction Box » de ZOE, le boîtier d’interconnexion développé par le bureau d’études du Technocentre et associé à un moteur acheté jusque-là à un fournisseur.
Cléon a ainsi appris à maîtriser l’assemblage de modules électroniques et a pu acquérir une solide expérience pour la production de
l’électronique de puissance (Power Electronic Control ou PEC) du R 240. Par exemple, le sol de l’atelier d’assemblage de la Junction Box a été doté d’un revêtement dit « conducteur », qui raccorde l’homme à la terre par les chaussures de sécurité. A l’entrée de la zone, a été installé un testeur de décharge électrostatique (ESD) via les chaussures. Il teste la résistance électrique entre la main et le sol. Par ailleurs, toute personne entrant dans l’atelier doit porter une blouse spécifique anti ESD. Ces différentes mesures et actions sont appliquées dans l’atelier d’assemblage du PEC car une décharge électrostatique peut endommager les composants.
La ligne d’assemblage de
l’électronique de puissance (PEC), très manuelle, demande beaucoup de minutie en raison de la très petite taille des 180 composants assemblés. Trois types de tests (statique,étanchéité, dynamique) sont menés sur 100 % des PEC pour tester une vingtaine de critères électriques.
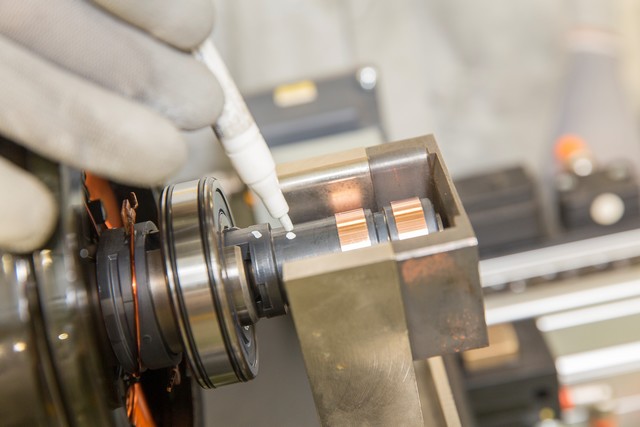
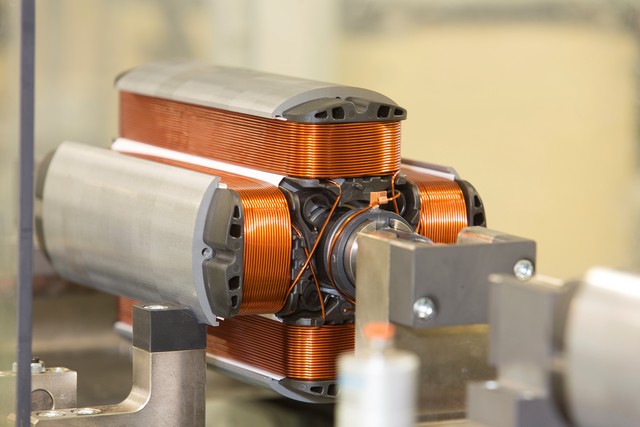
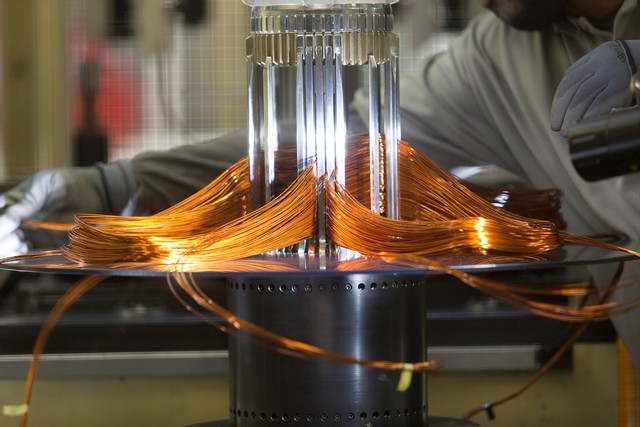
Une expertise sur le bobinage grâce au benchmarkL’électronique de puissance étant maîtrisée, les équipes ont pu consacrer leur énergie aux autres spécificités, comme le bobinage du
rotor et du
stator.
Pour les éléments communs comparables entre les moteurs Renault et Nissan, les métiers process se sont inspirés de l’expérience de Nissan, producteur de son propre moteur pour la Leaf.
Cléon a aussi bénéficié de l’expertise, au niveau process, d’entreprises locales, installées à 30 kilomètres de Cléon, fabricantes de moteurs électriques pour d’autres usages. Il y a eu des échanges sur les concepts de ligne et de montage, sur les précautions à prendre avec certaines machines. Renault a pu partager des informations techniques, qui lui ont permis de définir son schéma industriel.
Le
rotor et le
stator sont des innovations qui sont le coeur du groupe moto propulseur électrique (GMPE) et qui nécessitent une montée en compétences sur des technologies nouvelles pour Renault. En 2011, Cléon a acheté les premières machines permettant de faire le bobinage du stator et du rotor au sein du Département prototypes de l’usine. Cela a été un atout dans la sélection des technologies et fournisseurs de machines de bobinage, en préparation de la cadence grande série.
Renault a choisi un
rotor bobiné. Il s’agit d’un process innovant pour le Groupe. Ce choix technique, ainsi que le choix de technologie de bobinage, font partie des solutions qui améliorent la performance du moteur et l’autonomie du véhicule.
La ligne
stator est celle sur laquelle les innovations process sont les plus nombreuses. Le bobinage, le laçage, et son imprégnation sont les opérations ayant nécessité les études et mises au point les plus complexes. Plusieurs centaines de mètres de fil de cuivre sont utilisées sur chaque stator.
Dès le début du projet, Cléon a pris en compte la diversité industrielle dans l’achat des machines en termes de dimensions minimales et maximales. Les lignes d’assemblage sont donc prédisposées pour produire des moteurs d’autres dimensions pour d’autres véhicules du Groupe ou de nos partenaires. La montée en cadence a été pensée pour tenir compte des innovations process, et de l’acquisition des compétences par le personnel d’exploitation.
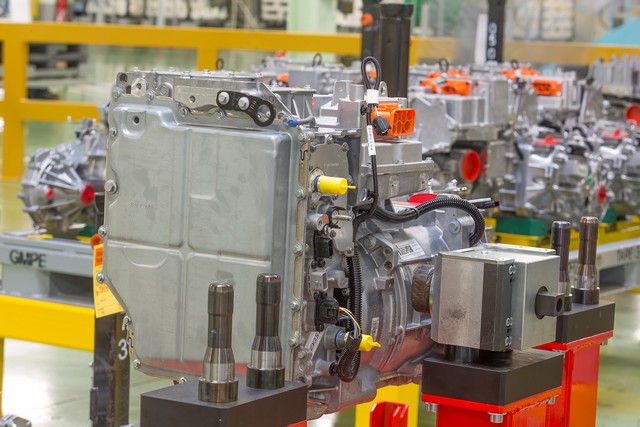
Des tests intraitables pour une qualité au meilleur niveauLa ligne d’assemblage du moteur présente plusieurs innovations process, notamment la liaison entre le carter moteur et le stator bobiné, une opération étudiée et validée en phase prototype.
Deux types de tests sur bancs sont effectués : un test à vide qui permet de vérifier la fonctionnalité à plusieurs régimes de vitesses, montant jusqu’à 10 000 tours par minute ; un test sur banc dynamique, en charge, pour simuler les vraies conditions de roulage du véhicule.
La ligne d’assemblage finale réunit les trois sous-ensembles : le Power Electronic Control (PEC), le réducteur (mini-boîte de vitesses) et le moteur électrique (carters avec rotor et stator), pour les associer et créer ainsi le groupe moto-propulseur électrique (GMPE). Pour la première fois, un test final de l’ensemble du GMPE est réalisé en fin de chaîne sur 100 % de la production, dans des conditions proches de l’utilisation véhicule.
La capacité industrielle installée pour le R 240 est de 50 000 unités au lancement. Elle est configurée pour produire le double à terme.
Responsabilité Sociale de l’Entreprise (RSE) et Ressources Humaines (RH) au sein de l’usine de CléonUne forte mobilisation humaineEn 2014 :-
59 650 heures de formation ont été dispensées,
dont 6 000 pour le nouveau moteur électrique. Environ 200 personnes des périmètres Fabrication et Ingénierie ont suivi différents types de
formation sur le nouveau moteur électrique : culture générale électrotechnique, connaissance et maîtrise des nouveaux moyens de fabrication et standardisation au poste de travail pour l’acquisition des compétences liées aux différentes opérations à réaliser.
- 97 apprentis et 347 stagiaires sont accueillis en formation au sein de l’usine.
- Près de
400 000 € ont été consacrés à des aménagements de postes permettant de
maintenir dans leur emploi des personnes à aptitudes réduites.
- Concernant le bien-être au travail, l’usine a mis en place des nouvelles animations qui renforcent le travail de prévention des maladies professionnelles : des
exercices d’échauffements musculaires à la prise de poste pour le personnel de production sur les lignes d’assemblage moteurs et boîtes de vitesses ont été mis en place afin de réveiller le corps et l’esprit et préparer les muscles articulations les plus sollicités.
-
L’accès au bâtiment d’accueil a été aménagé pour le personnel et les visiteurs à
mobilité réduite.
- Le
réseau interne "1001DIFFÉRENCES@CLÉON" a été lancé pour favoriser le développement professionnel et personnel, en abordant des thématiques comme la mixité homme/femme, le handicap, la diversité culturelle et de générations.
Les moteurs thermiques diesel à haute technicité est une expertise reconnue par nos partenairesLa production du nouveau moteur électrique de ZOE s’ajoute à celles des boîtes de vitesses et des moteurs thermiques, confirmant l’usine de Cléon comme
un pilier de la stratégie mécanique de Renault et de l’Alliance, symbole du savoir-faire et de la force d’innovation du Groupe.
- Le
moteur Energy dCi, troisième moteur produit par Cléon pour l’Alliance Renault-Nissan, a été lancé en 2011
en version 1.6 dCi130.- En 2014, la famille Energy s’agrandit avec
une version 1.6 dCi160 twin turbo qui vient enrichir la gamme. Ce moteur 1,6 l diesel, qui procure les sensations d’un 2 litres avec 25 % de consommation en moins, équipera à terme l’ensemble du coeur de gamme européen de Renault (gamme Mégane, Kadjar…) et Nissan (Micra, Tida, Note, Qashqaï, Juke)... Il a vocation à être
vendu aux partenaires de l’Alliance.
Depuis 2014, les volumes produits sont en forte croissance confirmant ainsi le succès de la gamme Energy.
La production de l’ensemble de nos fabrications de moteurs a augmenté de 13 % entre 2013 et 2014
Les
moteurs de la famille Energy sont :
- un dérivé de
l’expérience de Renault en F1 (12 titres de champion du monde des constructeurs).
- au meilleur niveau de
consommation et
d’émissions de CO2, tout en procurant de
l’agrément de conduite au quotidien.
Cléon produit aussi des moteurs « dernier cri » pour les Véhicules Utilitaires◾Cléon produit aussi le
moteur du nouveau Trafic, le Energy dCi 140 Twin Turbo. Ce moteur est issu du moteur Energy dCi 130, qui développe jusqu’à 140 ch, en version Twin Turbo, une technologie qui permet un rendement optimal au bénéfice de la consommation et des émissions de CO2.
◾Cléon produit la nouvelle génération du moteur Diesel qui a vocation à équiper une partie des
VU de l’Alliance, dont le nouveau Master :
un 2,3 dCi qui développe jusqu’à 165 ch, en version Twin Turbo.
Ce moteur, co-développé par Renault et Nissan au sein de l’Alliance, répond aux différents usages des professionnels en proposant la technologie Twin Turbo.
Ce bloc moteur évolue en profondeur par rapport à la génération précédente. Au final, le nouveau Master compte jusqu’à 212 nouvelles pièces et 12 nouvelles technologies pour réduire la consommation de carburant, maximiser le rendement et améliorer l’acoustique.
Les boîtes de vitesses et les carters aluminiumDeux familles de boîtes de vitesses sont produites à Cléon :
◾
Boîtes 5 vitesses (boîtes de vitesses J) mécanique ou robotisée pour les VP entrée de gamme de la marque Renault, Dacia, Nissan…
◾Boîtes 6 vitesses (boîtes de vitesses P) pour les VP du coeur et haut de la gamme Renault et RSM et les véhicules utilitaires Renault, Nissan et Opel…
La Fonderie de Cléon est la Fonderie d’aluminium du Groupe en France. Elle coule 300 tonnes d’aluminium par semaine pour la réalisation de carters de boîtes de vitesses et des carters moteurs.










 Sujet: Le nouveau moteur électrique renforce l’excellence mécanique de Cléon
Sujet: Le nouveau moteur électrique renforce l’excellence mécanique de Cléon  Ven 19 Juin - 1:02
Ven 19 Juin - 1:02